
環境保護
メニュー
製品開発領域の取り組み
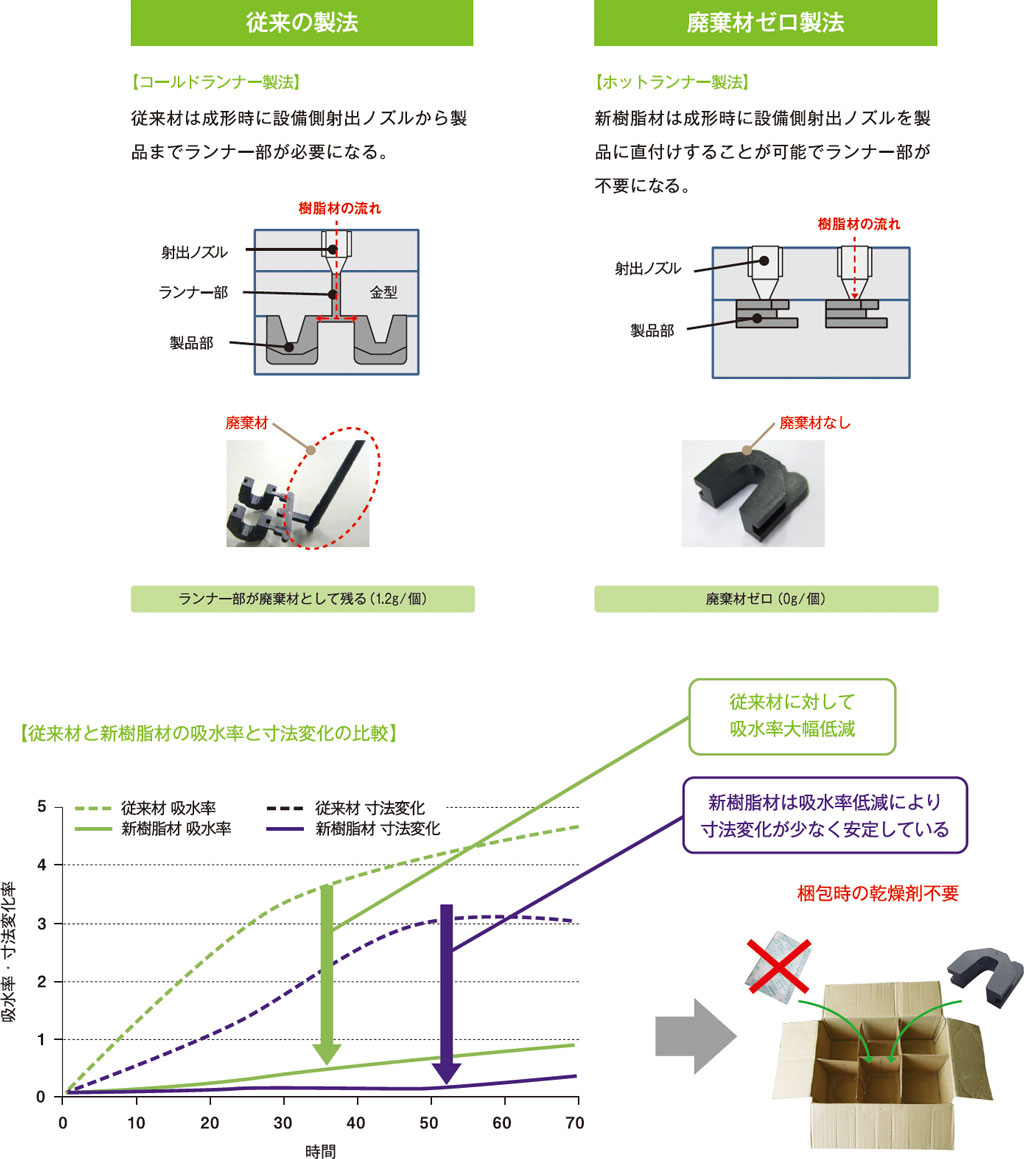
樹脂製法変更による廃棄材ゼロ化と新樹脂材採用による梱包時乾燥剤廃止
目的
スクーター用樹脂部品の製法を変更し廃棄材のゼロ化を図り、さらに新樹脂材の採用により梱包時の乾燥剤を不要にする。
- 樹脂部品の生産において、製法をコールドランナー製法からホットランナー製法へ変更することで、成形時の材料廃棄部分をゼロにしました。
- 樹脂部品用の新規材料を開発し、従来材同等以上の物性を有した、エフ・シー・シーオリジナルの配合材で、吸水しにくい特徴に優れるため、製品梱包時の乾燥剤が不要になりました。
事例
効果
| 生産量実績(2016年度) | 廃棄材削減量 | 乾燥剤削減量 | |
|---|---|---|---|
| 1,620千個 | 1.2g/個 | 1.9 ton/年 | 32.4千個 (32kg/年) |
閉じる
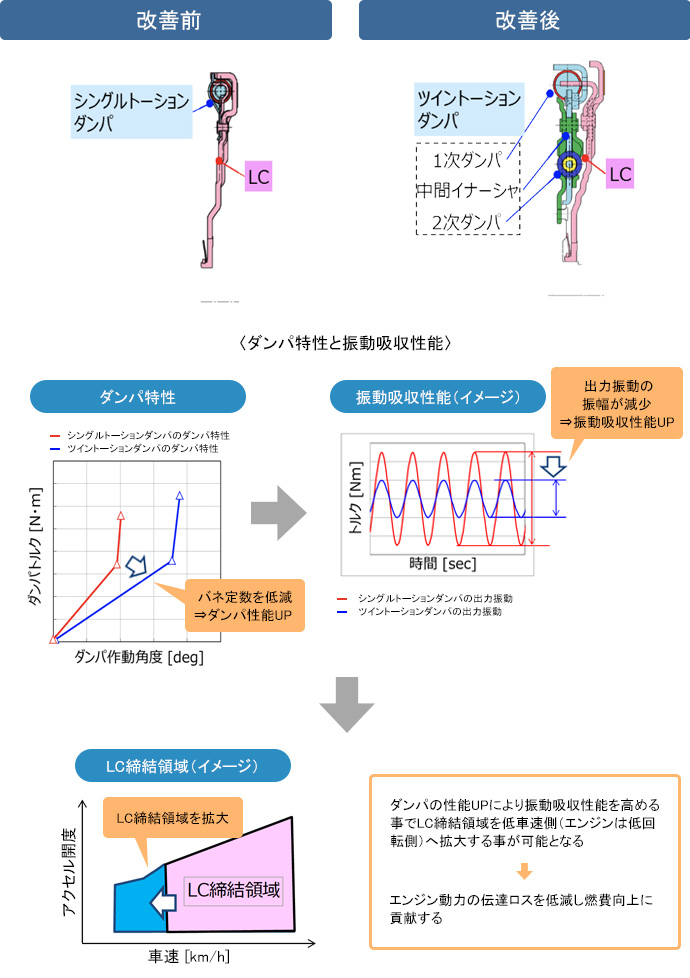
新構造ロックアップクラッチの採用による燃費向上への貢献
目的
高性能ダンパにより車両のロックアップ領域を低回転化し燃費向上に貢献する。
- エフ・シー・シー製のツイントーションダンパは高い振動吸収性能(制振性能) を持つロックアップクラッチ(以下 LC)です。
高効率なトルクコンバータ付8速デュアルクラッチトランスミッション(以下 8速DCT)へ採用され スポーティな走行性能(FUN性能)と燃費性能の両立に貢献しています。
事例
参考:トルクコンバータロックアップクラッチ
効果
| 車両の燃費改善効果 ※1 | ガソリン削減量 ※2 | CO2削減量 |
|---|---|---|
| 8% | 889L/10万km走行 | 2.0ton/10万km走行 |
- ※1 燃費改善効果は従来の5速ATに対する8速DCTの効果。
- ※2 ガソリン削減量は、市街地モード時の車両1台あたりの燃料消費量から算出。10万km 走行した場合を想定して算出。
閉じる
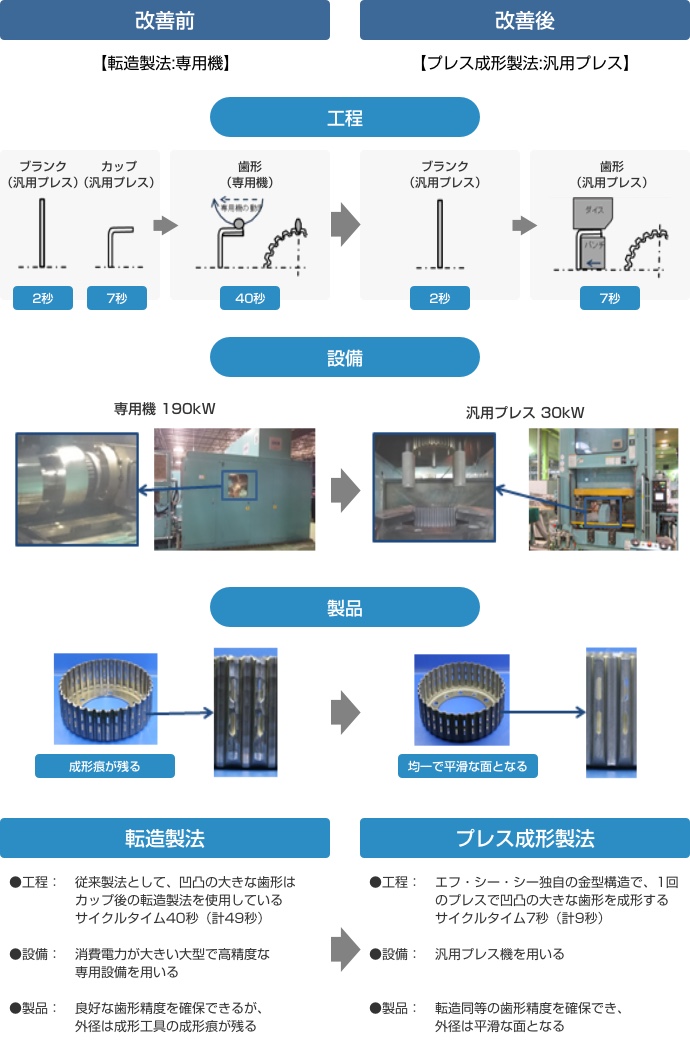
技術研究所 クラッチハウジング製造方法変更による省エネ
目的
スクーター用樹脂部品の製法を変更し廃棄材のゼロ化を図り、さらに新樹脂材の採用により梱包時の乾燥剤を不要にする。
- エフ・シー・シー独自のシミュレーション技術により、専用設備による転造製法から、汎用プレスを用いた成形製法に切り替えることが出来ました。汎用性のある方案であり、寸法精度同等を保ちつつ短時間で成形できる事から生産効率の向上、及び電力量削減を可能にしました。
事例
効果
| 生産量実績(2015年) | 電力削減量 | CO2削減量 |
|---|---|---|
| 20千台/年 | 3,056kWh/年 | 8ton/年 |
補足
| 専用機(190kW) | 汎用プレス(30kW) | 電力削減量 | |
|---|---|---|---|
| 消費電力量 | 4,222kWh/年 | 1,166kWh/年 | 3,056kWh/年 |
閉じる
技術研究所 排ガス浄化用触媒による環境汚染物質削減と資源有効活用
目的
エンジン排ガス浄化用触媒の提供による環境汚染物質削減及び資源有効活用(レアメタル使用量削減)
-
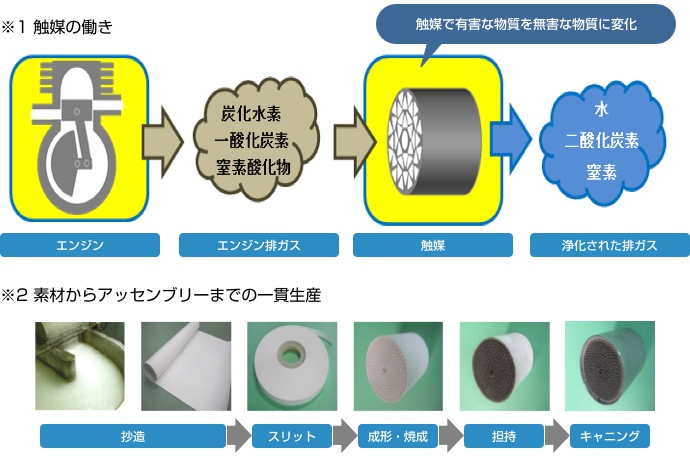
触媒には、有害な物質(炭化水素、一酸化炭素、窒素酸化物)を無害な物質(水、二酸化炭素、窒素)に変化させる働き※1があり、エンジンの排ガス浄化に利用されています。
エフ・シー・シーでは、素材からアッセンブリーまでの一貫生産※2により触媒の生産を行い、社会に提供する事で、環境汚染物質の削減を図り、地球環境の保護に貢献しています。
また、エフ・シー・シーで開発した触媒は、耐久性が良好なことから、高い浄化性能を維持しつつ、既存の触媒と比較して、レアメタル使用量の削減を可能にします。
事例

〔ペーパー触媒の特徴〕
- 排出ガスの中でも、規制値※3の厳しい炭化水素と窒素酸化物の大幅削減が可能。
- ペーパーと触媒成分が高い耐久性を有していることから、既存の触媒よりレアメタル使用量の削減が可能。
- アルミナを主材料としたペーパーハニカム担体により、既存メタルハニカムに対し軽量化が可能。
- ※3 EPA(米国環境保護庁)規制
効果
| 環境汚染物質削減量※4 (炭化水素+窒素酸化物) |
資源有効活用 レアメタル使用削減量 |
その他効果 軽量化 |
|---|---|---|
| 58ton/年・10万台 | 1.07kg/10万台 | 33%DOWN |
- ※4 触媒搭載による炭化水素と窒素酸化物の削減効果の弊社試算値
閉じる
技術研究所 モーターサイクル向けアシスト&スリッパ―TM機能付き湿式多板クラッチ(以下:A&STMクラッチ)による資源有効活用とCO2削減
目的
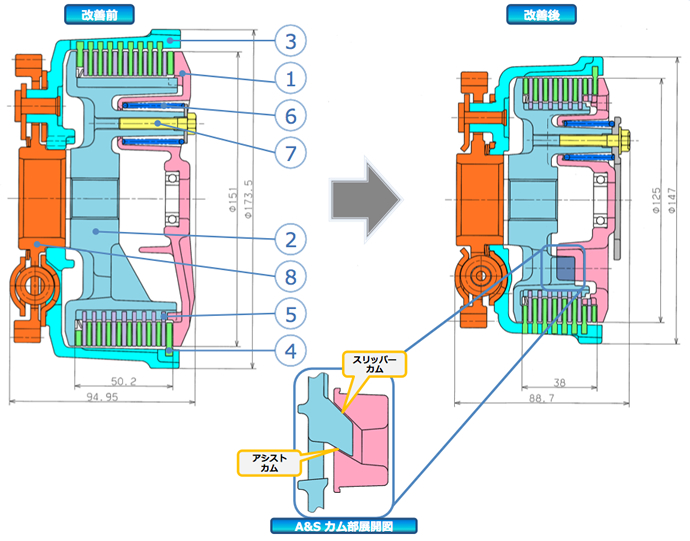
新機構 A&STMクラッチを使用し、ディスク枚数/スプリング本数の削減やコンパクト化による資源有効活用とCO2削減
-
エフ・シー・シー独自技術であるA&STMクラッチには、加速時にクラッチ容量を増加させるアシストカムと減速時にクラッチ容量を減少させるスリッパーカムが付いています。
アシストカムは、クラッチレバー荷重の軽減による操作性向上と部品点数削減及びコンパクト化による環境性能向上を可能にします。
またスリッパーカムは、急減速を伴うコーナー進入時のリアタイヤの横滑りを抑え、安全でスムーズなコーナリングを可能にします。
※「A&S」「Assist & Slipper」は弊社の登録商標です。
事例
効果
| No. | 部品 | 効果 | 原材料 | 原材料 削減量 |
原材料 削減総重量 |
CO2 削減量 |
CO2 削減総重量 |
|---|---|---|---|---|---|---|---|
| 1 | プレッシャー | コンパクト化 | アルミ | 861g/台 (39%) |
1584g/台 (35%) |
129ton/10万台 (社内排出CO2) |
329ton/10万台 |
| 2 | センター | コンパクト化 | |||||
| 3 | アウター | コンパクト化 | |||||
| 4 | ディスク | 10枚⇒8枚 | |||||
| 5 | プレート | 9枚⇒7枚 | 鉄 | 723g/台 (32%) |
200ton/10万台 (社外排出CO2) |
||
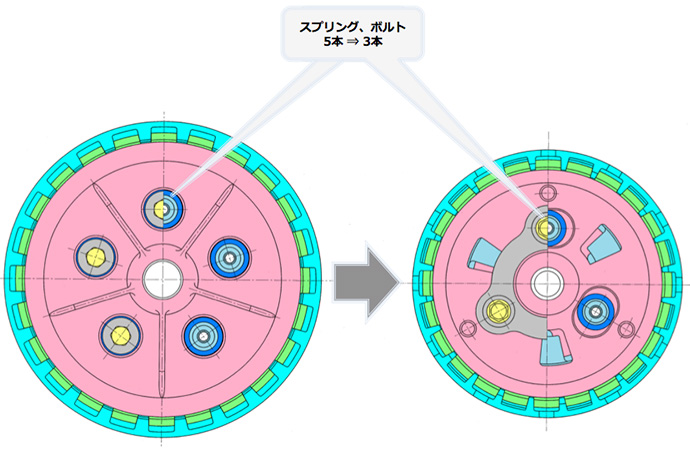
| 6 | スプリング | 5本⇒3本 | |||||
| 7 | ボルト | 5本⇒3本 | |||||
| 8 | ダンパー 類 | コンパクト化 |
機能/性能 効果
| 項目 | 効果 | 備考 |
|---|---|---|
| 車両側 | ダウンサイジング | ケース / カバーのコンパクト化 |
| イナーシャ削減 | レスポンス向上 | |
| ユーザー側 | レバー荷重軽減 | 約30%荷重低減 |
| スリッパー機構追加 | 減速ショックの軽減 |
閉じる
技術研究所 溶接方案変更による省エネおよび資源の有効活用
目的
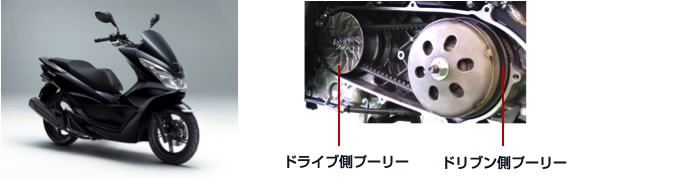
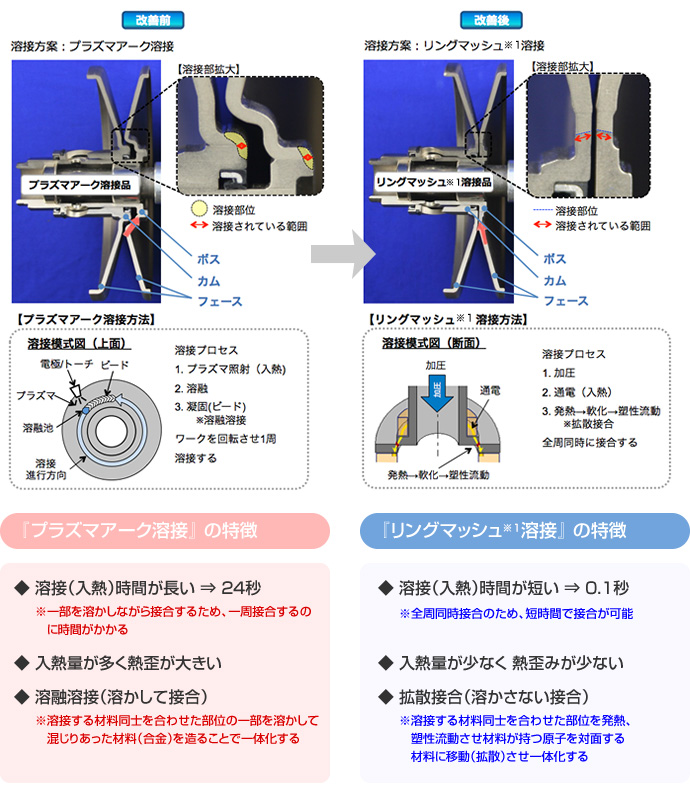
エンジンの回転力をベルトに伝えるドライブ・ドリブンプーリーのドリブン側に、リングマッシュ※1溶接(電気抵抗溶接)を使用し、省エネ(電力量削減)および資源の有効活用を図る。
-
エフ・シー・シー独自技術である「リングマッシュ※1溶接を採用したドリブンプーリー」※2は、排気量110ccから150ccまでのスクーターに使用※3されています。
リングマッシュ※1溶接は全周を同時に溶接する方案であり、短時間での溶接、溶接部形状の単純化が可能となるため、生産効率の向上および電力量削減、製品形状のコンパクト化による原材料削減を可能にします。
- ※1:「リングマッシュ」はオリジン電気株式会社の登録商標です
- ※2:特許取得済み
- ※3:機種により製品形状は異なります
事例
効果
| 生産量(2014年度実績) | 電力削減量 | 原材料削減量 | CO2削減量 |
|---|---|---|---|
| 3,334千台/年 | 116千kWh/年 | 263ton/年 | 825ton/年 |
補足1:省エネ(電力量削減)
| プラズマアーク溶接 | リングマッシュ※1溶接 | 電力削減量 | CO2削減量 | |
|---|---|---|---|---|
| 電力量 | 440千kWh/年 | 324千kWh/年 | 116千kWh/年 | 307ton/年 |
補足2:資源有効活用(原材料削減)
| 部品 | 削減手法 | 原材料 | 原材料削減量 | CO2削減量 | ||
|---|---|---|---|---|---|---|
| フェース | 形状単純化 | 鉄 | 63g/台 | 263ton/年 | 415ton/年(社内排出CO2) | 518ton/年 |
| ボス | コンパクト化 | 2g/台 | 14ton/年 (社外排出CO2) | |||
| カム | コンパクト化 | 14g/台 | 89ton/年 (社外排出CO2) |
閉じる









