
環境保護
国内・海外拠点の
取り組み
国内・海外拠点において、脱炭素社会に向けた取り組みをはじめとし、産業廃棄物の削減、環境汚染の防止など、様々な側面で地球環境に配慮した取り組みを継続して行っています。
国内拠点の取り組み
工場における環境保全対策として、渡ケ島工場の屋根に遮熱フィルムを貼り、外気温の影響による工場内の気温上昇・低下を抑える対策などを実施しました。
対策により、工場内の空調効率が改善され、101t-CO2/年の削減につながりました。

【関連するSDGs】

【過去の取り組み事例】
九州エフ・シー・シー 冷却水循環のポンプ制御方法変更による電力削減
目的
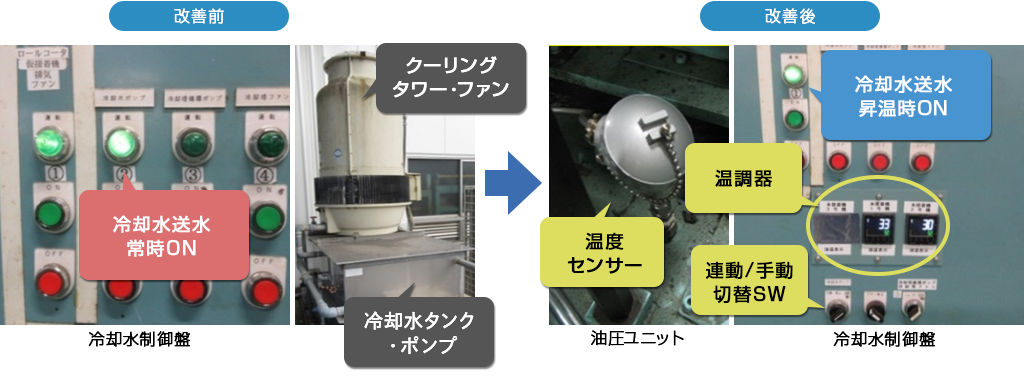
クラッチディスク製造工程の熱プレス油圧ユニットで使用している作動油の冷却水循環を、油温に連動させた温度制御に変更する事で省エネを図る。
改善経緯
熱プレス油圧ユニットは、油温が高温になるのを防ぐため常時冷却水を循環させており、油温が低い設備始動時や外気温が低い冬季等も作動油を冷却し、無駄な電力を消費していた。
施策
作動油の温度センサーを油圧ユニット、温度調整器を冷却水制御盤に取付け、冷却水の送水を温度制御に変更し、設定した油温まで昇温したら冷却水を送水、設定温度を下回ったら冷却水の送水を停止する。以降は、油温に応じて送水・送水停止を繰り返す。
効果
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲5.8千kWh/年 | ▲2.2ton/年 |
その他付帯効果
外気温などの気候変動にかかわらず油温を一定に保つことでシリンダの動作速度差が無くなり安定生産に繋がった。
閉じる
渡ケ島工場 洗浄機断熱材貼り付けによる電力削減
目的
過去社内で実施し消費電力削減効果のあった熱処理炉の外壁に断熱材を貼る施策を参考にし、洗浄機の熱放出削減による電力削減を図る。
改善経緯
洗浄機の表面の平均温度が76.3℃と高温であり熱放出による「無駄な電力消費」があった。
施策
断熱効果の高い断熱材を選定し、洗浄機表面に貼ることで設備表面からの熱放出を抑え消費電力削減を図った。
洗浄機表面温度比較(単位:℃)
| 平均表面温度 | |
|---|---|
| 改善前 | 76.3 |
| 改善後 | 36.9 |
- 断熱材による効果:洗浄機表面温度平均39.4℃低下
改善前
 断熱材貼り付け前
断熱材貼り付け前改善後
 断熱材貼り付け後
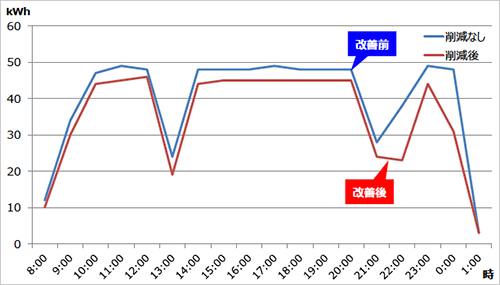
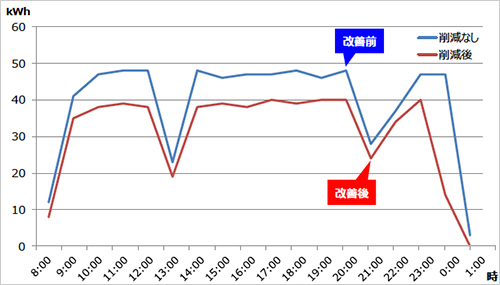
断熱材貼り付け後洗浄機の1日あたりの使用電力量(単位:kWh)
| 改善前平均値 | 443.3 |
|---|---|
| 改善後平均値 | 400.7 |
| 削減量/日 | 42.6 |
効果
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲10.5千kWh/年 | ▲4.1ton/年 |
付帯効果
洗浄機表面温度低下により、作業環境・安全性(火傷の防止)にも繋がった。
今後の水平展開
他事業所や他設備でも水平展開実施し、海外拠点へも順次展開予定。
閉じる
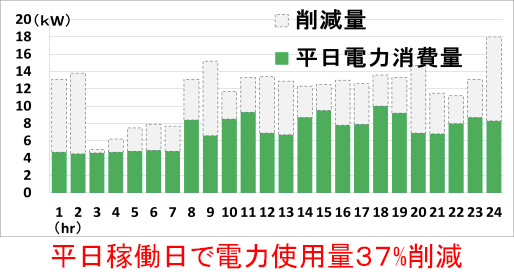
浜北工場 洗浄液槽ヒーター使用本数削減による電力量の削減
目的
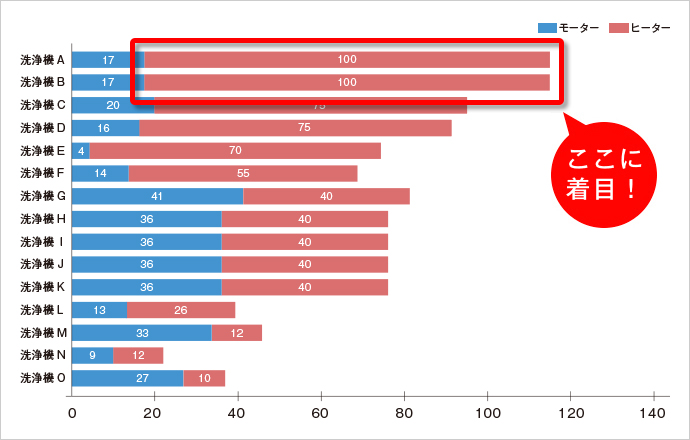
工場の省エネ委員会で工場内電力の使用状況を分析し、電力使用比率が多い「洗浄機」の省エネを図る。
改善経緯
各洗浄機の電力消費内容を分析した。
「モーター」と「ヒーター」の負荷詳細の割合を比較した結果、洗浄機の中で消費電力比率に大きな差があることがわかった。
消費電力のうち、ヒーター比率の高い洗浄機は、ヒーター間引きによる省エネ削減効果が高いと考えた。
浜北工場内各洗浄機の電力使用量
工場各設備のモーター・ヒーターの使用電力量グラフ
<各設備の消費電力・モーター・ヒーターの負荷詳細>
施策
<洗浄機 ヒーター削減イメージ図>
改善前:洗浄機内全ヒーター使用
改善後:洗浄機内ヒーター削減
洗浄機のヒーター削減により10kWh分電力使用量削減につながった。電力量 実測値比較
環境負荷低減の取り組みとして工場の屋根に太陽光発電パネルを設置し、CO2排出量を削減し、モニターを設置して稼働状況の見える化を図る。
洗浄機A
洗浄機B
![]()
洗浄機設置ヒーター使用本数削減による効果
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲51千kWh/年 | ▲19.3ton/年 |
今後の水平展開
今後は、適正な仕様になっているか設備導入前検討を強化していきます。
閉じる
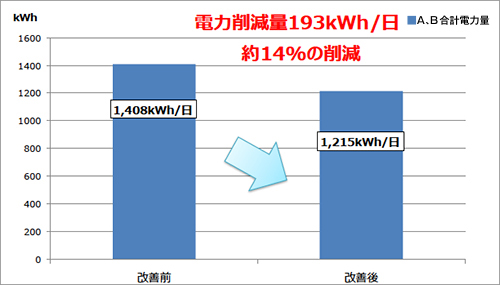
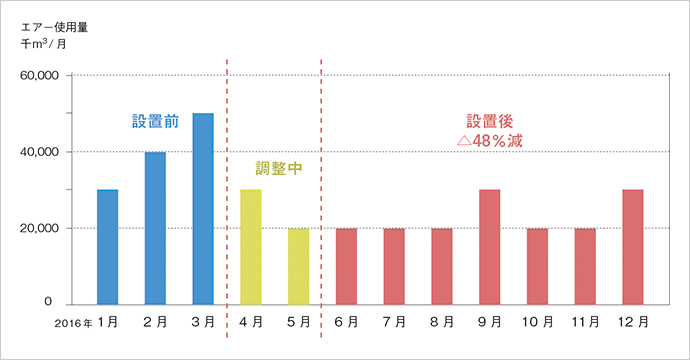
浜北工場 洗浄機水切りエアーのパルス化によるコンプレッサー電力の削減
目的
電力管理システムより抽出された主要工程別データより、エネルギー使用量が多かった「溶接前製品の油汚れ洗浄工程」で省エネを検討し、水切りエアー電力の使用量削減を図る。
施策
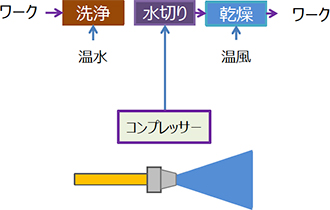
改善前:連続ブローで水切りする
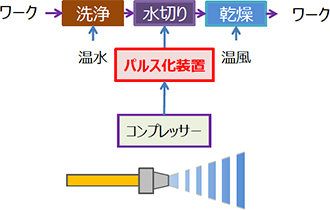
改善後:パルスブローで水切りする
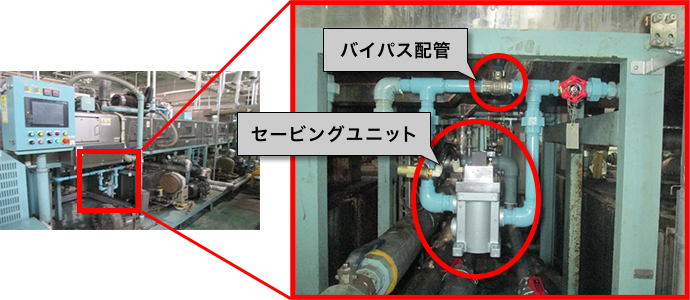
ユニットを取り付けることにより、連続ブローからパルスブローとなり、エアー消費量が削減ひと工夫
バイパス配管を追加した事により、万が一、パルス化装置(セービングユニット)が故障した際でも洗浄運転が可能。
効果
パルス化により水切りエアー使用量が48%削減
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲104.8千kWh/年 | ▲50.0ton/年 |
今後の水平展開
他事業所や他設備でも水平展開実施し、国内適用済み。
海外拠点へも順次展開予定。
閉じる
九州エフ・シー・シー ダイカストマシン油圧ポンプモーターサーボ化
目的
油圧ポンプモーターサーボ化(サーボモータ駆動ポンプシステム導入)により、負荷変動追従型とすることで、低負荷・無負荷時の電力をカットし省エネを図る。
施策
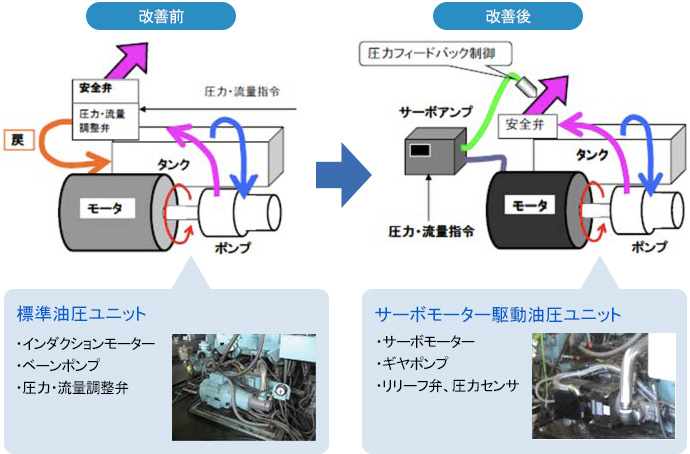
効果
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲50千kWh/年 | ▲19ton/年 |
閉じる
鈴鹿工場 エネルギー見える化によるダイカストアルミ手元保持炉の省エネ
目的
電力監視システムデータの活用による主要工程別原単位の比較と、省エネ法の「特定事業者のうち製造業に属する事業の用に供する工場等を設置しているものによる中長期的な計画の作成のための指針」を考慮し、CO2原単位の大きいダイカストアルミ手元保持炉の省エネを図る。
施策
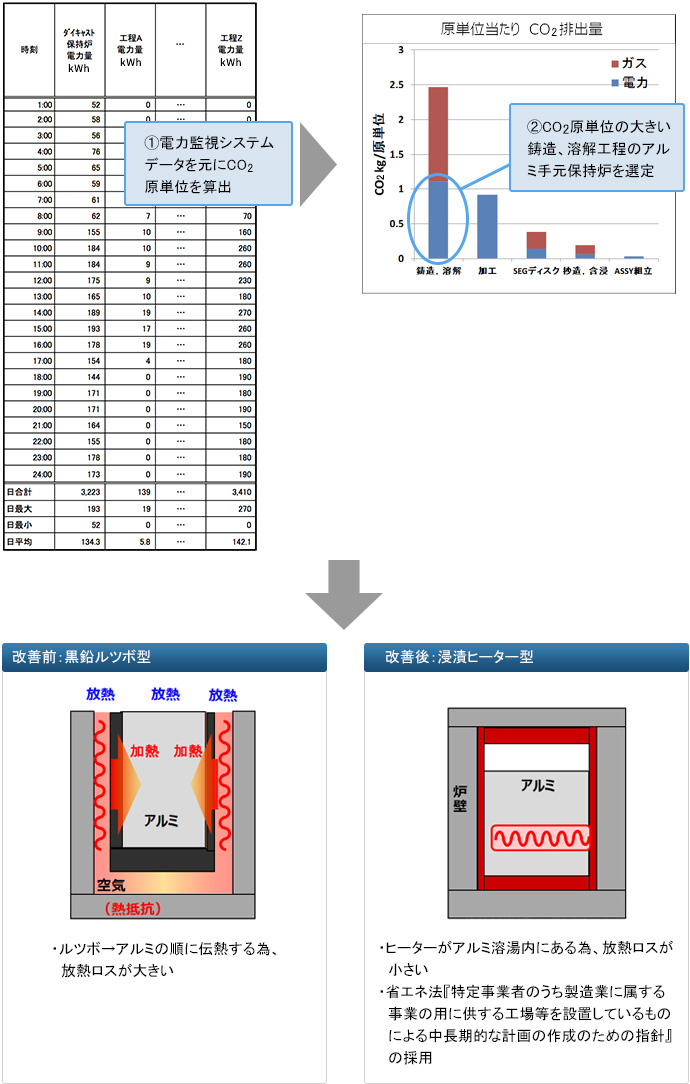
効果
| 電力使用量 | CO2排出量 | CO2原単位 | |
|---|---|---|---|
| 効果(年間) | ▲300千kWh/年 | ▲113ton/年 | ▲2.2% |
閉じる
浜北工場 売電事業参入(太陽光発電)
目的
現在、世界の電気の約7割は火力発電で作られているが、化石エネルギーへの依存は地球温暖化の速度を速める可能性がある。
当社では、立地条件など考慮し、工場増設を機にグリーンエネルギーの普及に少しでも貢献できるよう、太陽光発電システムを設置。全量売電実施。
施策
屋根の上に設置された太陽光発電パネル

- ソーラーパネル:発電量170W/枚×設置数3,325枚 (ソーラーフロンティア製)
- 発電能力:550kW
浜北工場事務所内のエネルギー監視モニター

効果
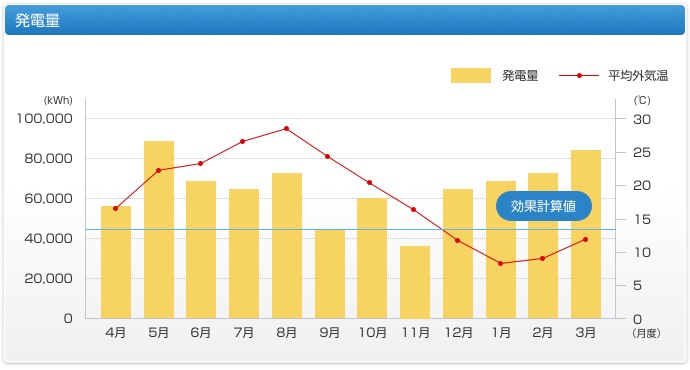
| 発電量 | CO2排出量 | |
|---|---|---|
| 効果計算値(年間) | 54.7万kWh/年 | 207ton/年 |
| 効果実績(年間) | 68.6万kWh/年 | 259ton/年 |
閉じる
鈴鹿工場 脱臭炉排熱利用
目的
廃熱ボイラーを設置し、大気へ放出していた脱臭炉の廃熱を蒸気として回収、抄造ドライヤーの熱源として利用する。
これによりボイラーの使用を減らし、LPGの使用量削減を図る。
施策
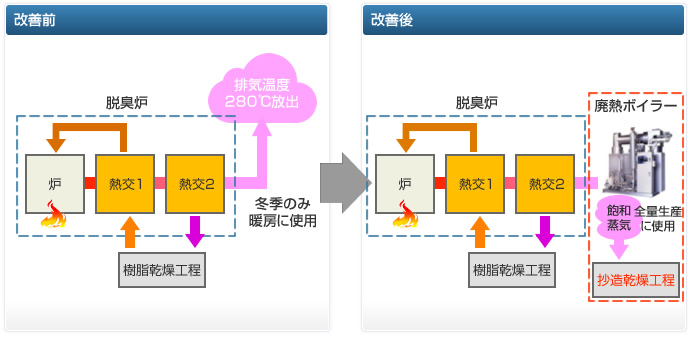
効果
| LPG使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲220ton/年 | ▲660ton/年 |
廃熱ボイラー落成検査の様子

閉じる
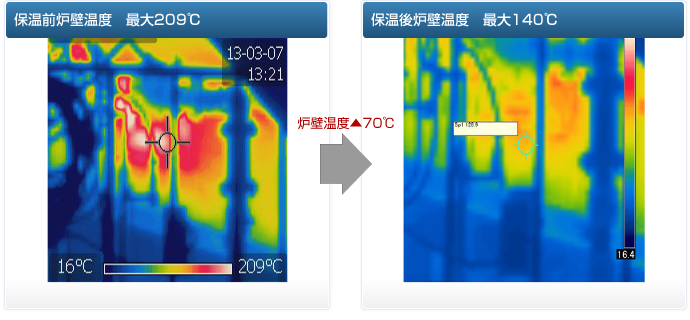
鈴鹿工場 溶解炉断熱
目的
溶解炉壁に高性能断熱材を入れて放熱ロスの低減を図る。
施策
溶解炉壁3層構造の内、一番外側のボードを高機能断熱材に変更する。
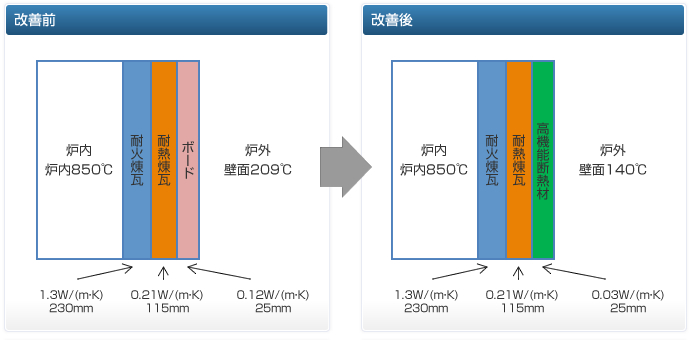
効果
| LPG使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲10ton/年 | ▲30ton/年 |
閉じる
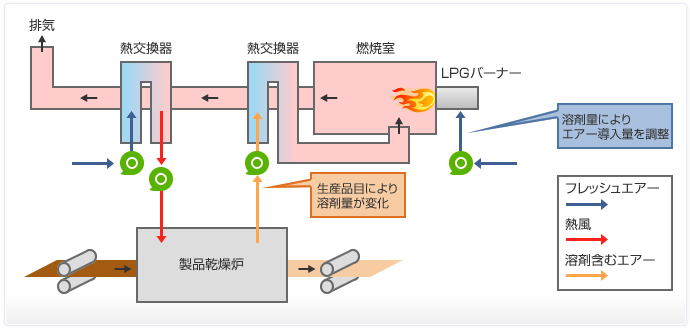
竜洋工場 直焔式脱臭装置溶剤脱臭機燃費向上
目的
燃焼させる溶剤量より、フレッシュエアーの取り込み量を調整し、生産品目にあった空気比に調整することで、LPGバーナーの燃費を向上させる。
施策
効果
| LPG使用量 | CO2排出量 | |
|---|---|---|
| 改善前 | 863ton/年 | 2,600ton/年 |
| 改善後 | 433ton/年 | 1,300ton/年 |
| 効果(年間) | ▲430ton/年 | ▲1,300ton/年 |
閉じる
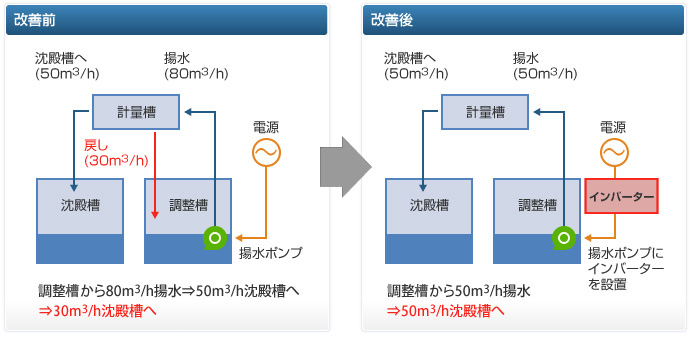
竜洋工場 排水処理施設揚水ポンプインバーター設置による省エネ
目的
調整槽からの揚水量が多いため、揚水した排水の一部を沈殿槽に送らず、調整槽に戻していた。
ポンプにインバーターを設置し、揚水量を調整することで省エネを図る。
施策
効果
| 使用電力 | CO2排出量 | |
|---|---|---|
| 改善前 | 43.8千kWh/年 | 16.5ton/年 |
| 改善後 | 17.8千kWh/年 | 6,7ton/年 |
| 効果(年間) | ▲26.0千kWh/年 | ▲9.8ton/年 |
閉じる
国内拠点データ
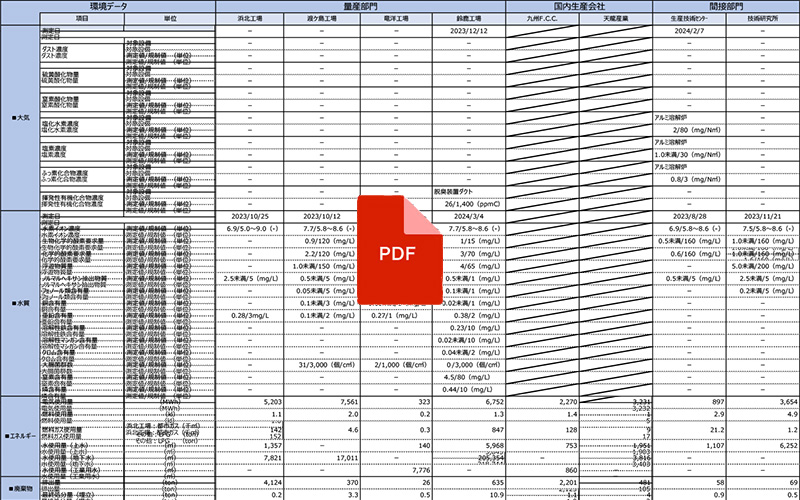
- ※上記の画像クリックで国内拠点データに関するPDFが開きます。
- ※上記PDFデータは、2023年度データです。
- ※グレー塗りつぶし部分は、該当する対象物質が無い項目です。
海外拠点の取り組み
FCCインドは、国内に7工場を持つ最も大きな生産拠点であり、エネルギー使用量もグループ全体の約26%を占めている拠点です。
インドでは、CO2削減に向けた改善を行ってきましたが推進する上でスタッフの『省エネ技術ノウハウ』が不可欠でした。
2年前に日本より省エネ診断の技術者が派遣され日本での有効施策の紹介、省エネ診断によるアドバイスやロジカルなテクニカル講習受講後インド技術者による省エネ改善が大きく動き始めました。
2019年度は、FCCインド全体で、1,012,849KWH/年削減し、1,457 t/年のCO2削減に繋がりました。
今後もFCCインドは、従業員一丸となりエネルギー利用の効率化を図り、CO2排出量削減を積極的に行っていきます。
【関連するSDGs】
【BEFORE】

【AFTER】

保温(ヒートロス)
【BEFORE】

【AFTER】

保温(ヒートロス)
【過去の取り組み事例】
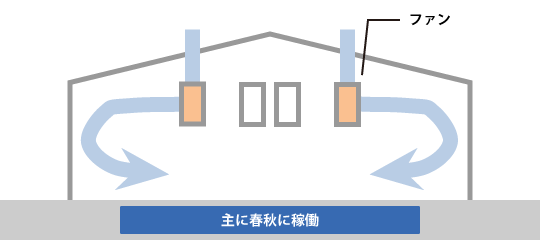
FCC (INDIANA), LLC. ルーフファン自動制御によるエアコン稼働に伴うCO2削減
目的
ルーフファンを設置し、外気温が低い時は外気を取り入れエアコンの稼働を抑える
施策
設定温度:23℃
【改善前】
外気温が設定温度より低い時も
エアコンを稼働していた
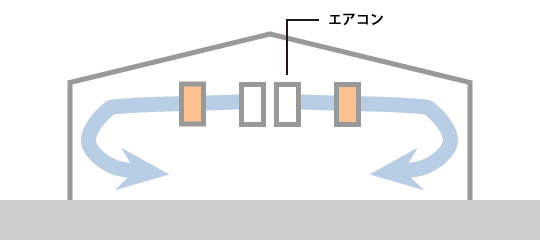
【改善後】
外気温が設定温度より低い時は
外気を取り入れエアコンの稼働を抑えた
改善後の効果
| CO2排出量 | |
|---|---|
| 効果(年間) | ▲324ton/年 |
閉じる
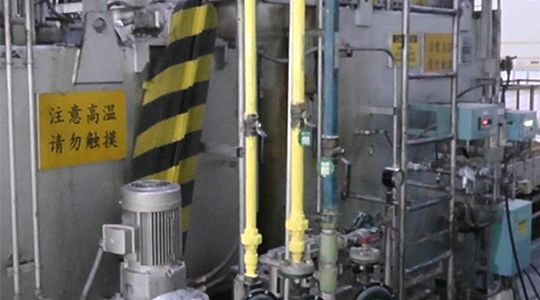
PT. FCC INDONESIA及び佛山富士離合器有限公司 保温材設置による設備電力使用量削減
目的
国内の有効施策を海外拠点で水平展開し電力使用量を削減する。
施策
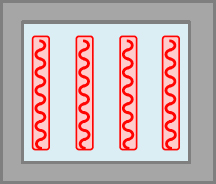
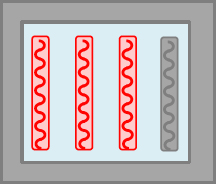
設備の外壁に保温材を設置することで放射熱を削減し設備の保温に伴う電力使用量を削減する。
PT. FCC INDONESIA
 【改善前】保温材なし
【改善前】保温材なし 【改善後】保温材あり
【改善後】保温材あり佛山富士離合器有限公司
 【改善前】保温材なし
【改善前】保温材なし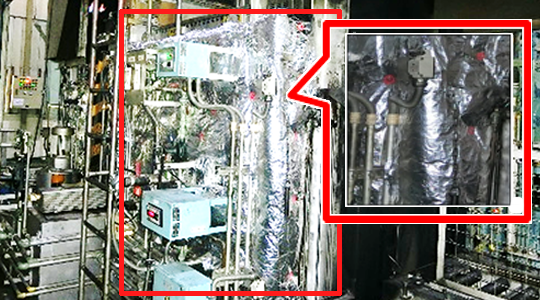 【改善後】保温材あり
【改善後】保温材あり改善後の効果
| 拠点名 | 電力使用量 | CO2排出量 | |
|---|---|---|---|
| 効果(年間) | インドネシア | ▲354千kWh/年 | ▲284.2ton/年 |
| 佛山 | ▲228千kWh/年 | ▲150.5ton/年 |
閉じる
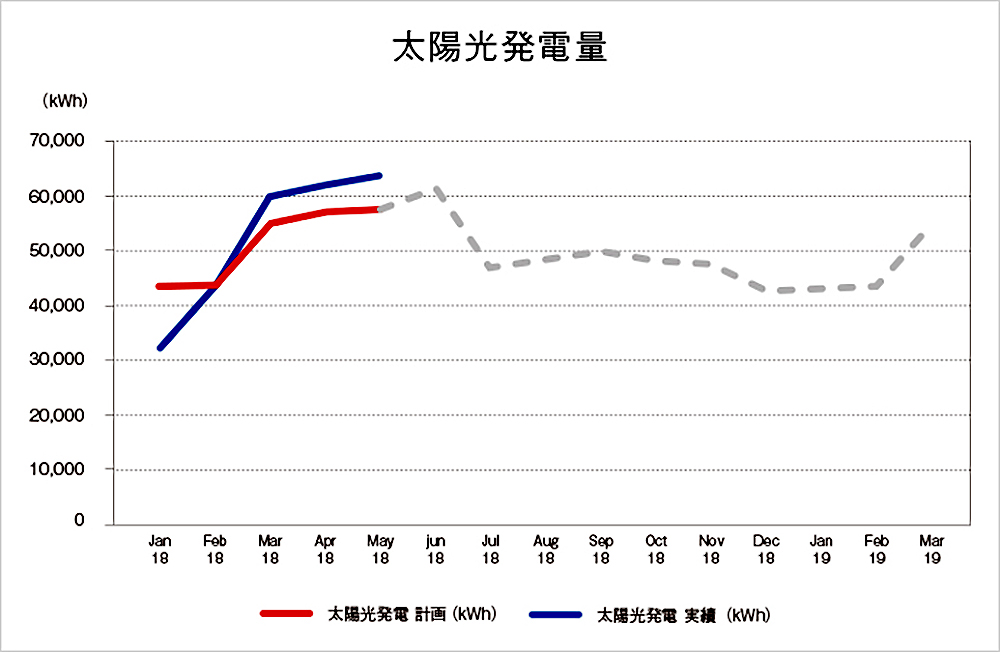
FCC CLUTCH INDIA PRIVATE LTD. タプカラ工場 太陽光発電
目的
環境負荷低減の取り組みとして工場の屋根に太陽光発電パネルを設置し、CO2排出量を削減し、モニターを設置して稼働状況の見える化を図る。
施策
工場屋上2,673m2に太陽光発電パネルを設置。2018年1月から運用開始。
- 工場屋根面積の3分の2にソ-ラーパネルを設置
【設置状況】

【監視システム】

【パネル発電能力】
| 発電量 | 51,000kWh/月 |
|---|---|
| 設置数 | 1,380枚 |
効果
1月は日照時間が短かったため計画を下回ったがその後、計画通りの効果が出ている。
| 発電量 | CO2排出量 | 電力自給率 | |
|---|---|---|---|
| 効果(年間見通し) | 61.2万kWh/年 | ▲881ton/年 | 平均3.3%/年 |
閉じる
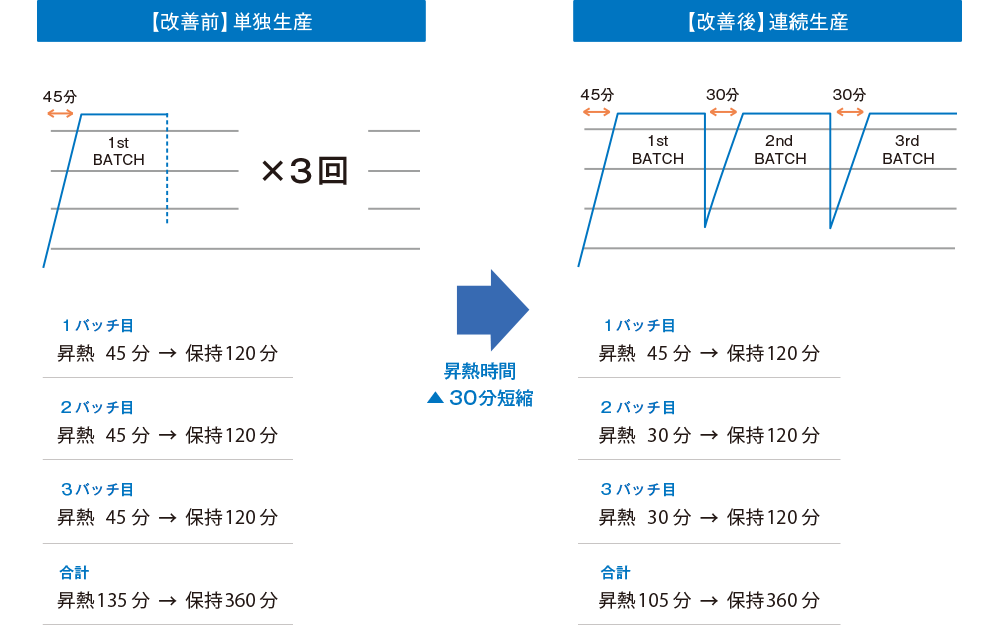
FCC (PHILIPPINES) CORP. アニール炉改善によるLPG使用量削減
目的
FCC (PHILIPPINES) CORP.では、芯板やクラッチ用部品の生産の中にアニール炉の工程があり、生産量の増加に伴い年々LPGの使用量も増えていった。従業員も日々の生産活動で使用する機会の多いLPGに特化した取り組みを実施することにより、エネルギー削減と従業員の環境意識向上を図った。
施策
連続生産を行いバッチ間の待ち時間を減らすことで炉の温度低下を抑制し、炉内昇熱時間を短縮させた。
改善前後の効果測定
「測定条件:3バッチ生産」
| 設備名 | 設置台数 | 改善前 | 改善後 | 年間効果 | |||
|---|---|---|---|---|---|---|---|
| アニール炉 | 1 | TOTAL 時間(分) |
TOTAL LPG 使用量(㎏) |
TOTAL 時間(分) |
TOTAL LPG 使用量(㎏) |
削減 LPG(㎏) |
削減 CO2 (ton-CO2) |
| 495 | 149 | 465 | 140 | 1,200 | 3.6 | ||
改善後の効果
| LPG使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲1,200㎏/年 | ▲3.6ton/年 |
閉じる
FCC (PHILIPPINES) CORP. アニール炉改善による電力使用量削減
目的
FCC (PHILIPPINES) CORP.では、アニール炉の工程において、炉内に設置されている光電センサーの窓ガラス表面にススが付着して、誤作動するのを防ぐためにエアー(圧縮空気)を常時吹き付けて、スス等の除去を行っている。
使用しているエアー量を除去に影響がない範囲で調整することにより、電力使用量の削減を図った。
施策
アニール炉内の光電センターの窓に付着するススを除去するためのエアー圧力を調整しエアー量の削減を行った。
【改善前後のエアー量】
| 調整前 | 調整後 | |
|---|---|---|
| エアー量 | 0.5MP | 0.01MP |
改善前後の効果測定
「測定条件:稼働1,480時間」
| 設備名 | 設置台数 | 改善前 | 改善後 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| アニール炉 | 1 | エアー 使用量 (m3/h) |
電力 使用量 (kWh) |
年間エアー 使用量 (m3) |
年間電力 使用量 (kWh) |
エアー 使用量 (m3/h) |
電力 使用量 (kWh) |
年間エアー 使用量 (m3) |
年間電力 使用量 (kWh) |
| 210.0 | 22.2 | 310,800 | 32,832 | 24.0 | 2.5 | 35,520 | 3,752 | ||
【電力削減量】
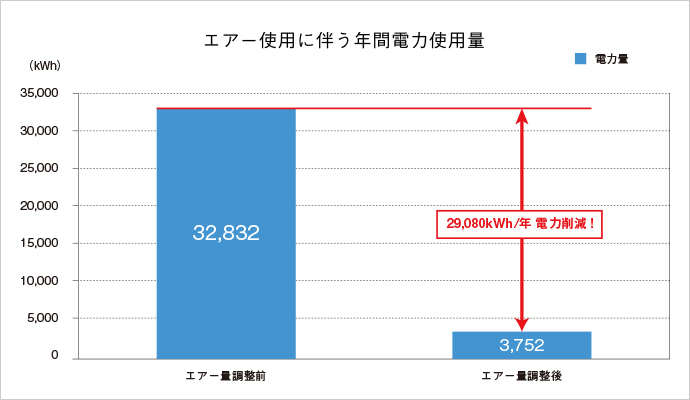
エアー量調整後の効果
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲29千kWh/年 | ▲18.5ton/年 |
閉じる
佛山富士離合器有限公司 太陽光発電
目的
環境負荷低減の取り組みとして事務所屋上に太陽光発電パネルを設置し、CO2排出量の削減、エネルギー自給率の向上を図る。
施策

事務所屋上1,740 ㎡に太陽光発電パネルを設置。2016年5月から運用開始。
- ソーラーパネル:発電量300W/枚×設置数500枚
- 発電能力:150kW
効果
期間:2016年5月~2017年4月
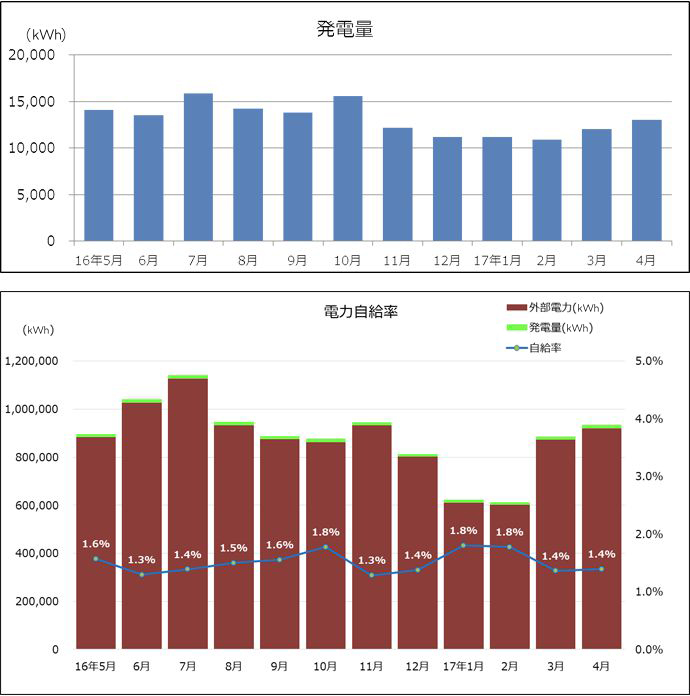
| 発電量 | CO2排出量 | 電力自給率 | |
|---|---|---|---|
| 効果(年間) | 16万kWh/年 | ▲159ton/年 | 平均1.5%/年 |
2016年5月24日、FCC (VIETNAM) CO., LTD.がベトナム商工省主催「クリエーティブエネルギー管理コンテスト」で1位を獲得し表彰されました。
FCC (VIETNAM) CO., LTD.が展開しているエネルギー削減施策の創造性と実効性が高く評価されました。
取り組み事例7、8にて事例を紹介します。
play_circle_filledFCC (VIETNAM) CO., LTD.「クリエーティブエネルギー管理コンテスト」1位受賞
閉じる
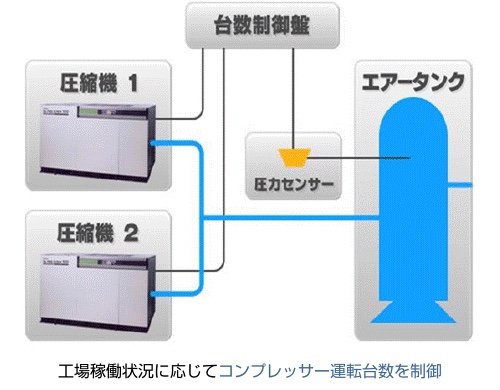
FCC(VIETNAM)CO.,LTD.コンプレッサー台数制御装置導入による使用電力削減
目的
コンプレッサー台数制御装置導入により、電力使用量を削減する。(エアーの余剰供給削減)
施策
効果
| 使用電力 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲258.65千kWh/年 | ▲110.4ton/年 |
閉じる
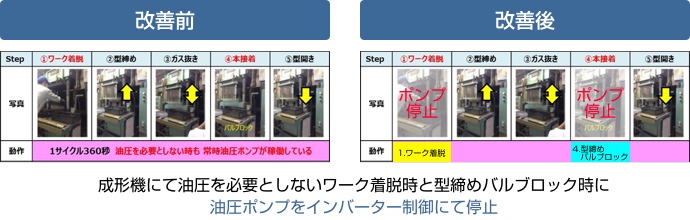
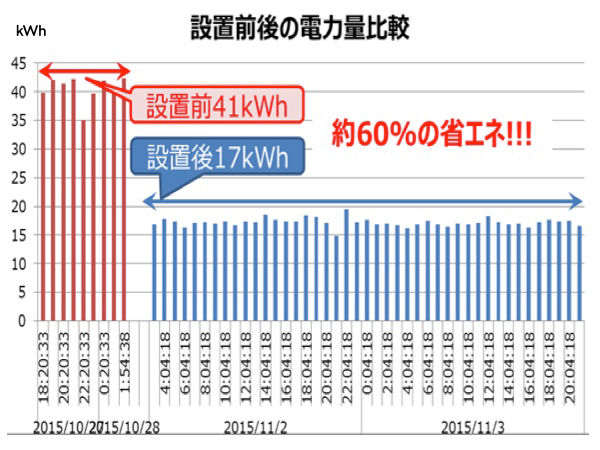
FCC(VIETNAM)CO.,LTD. 成形機動作見直しによる使用電力削減
目的
成形機油圧ポンプをインバータ制御する事により、電力使用量を削減する。
施策
効果
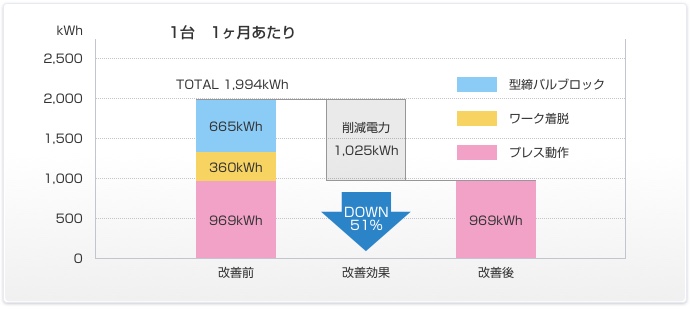
成形機14台に展開
| 使用電力 | CO2排出量 | |
|---|---|---|
| 効果(年間) | ▲12.3千kWh/年 | ▲5.3ton/年 |
閉じる
FCC(INDIANA),LLC. 洗浄機乾燥機ブロワー化による省エネ
目的
洗浄機乾燥機のドライヤーの換わりに、温風ブロワーを設置することによりエネルギー(電力)の使用量を削減する。
施策

洗浄機乾燥機に設置された
温風ブロワー
洗浄機乾燥機のドライヤーは熱風をヒーター加熱しているためエネルギー消費が大きい。
温風ブロワーを設置し、空気を圧縮することで温風を作り、省エネルギーで製品を乾燥させる。
効果
| 電力使用量 | CO2排出量 | |
|---|---|---|
| 改善前 | 124千kWh/年 | 87ton/年 |
| 改善後 | 41千kWh/年 | 29ton/年 |
| 効果(年間) | ▲83千kWh/年 | ▲58ton/年 |
閉じる
FCC (INDIANA), LLC. 太陽熱加熱システム設置による省エネ
目的
太陽熱加熱システムを設置することにより、洗浄機の洗浄液を温めるためのエネルギー(LNG)の使用量を削減する。
施策

工場の屋根に設置された太陽熱加熱システム
効果
| LNG使用量 | CO2排出量 | |
|---|---|---|
| 改善前 | 51ton/年 | 138ton/年 |
| 改善後 | 14ton/年 | 37ton/年 |
| 効果(年間) | ▲38ton/年 | ▲101ton/年 |
閉じる
海外拠点データ

- ※上記の画像クリックで海外拠点データに関するPDFが開きます。
- ※上記PDFデータは、2023年度データです。









